Экономика, организация и планирование промышленного производства. Тест для самопроверки
1. Структура и принципы организации производственного процесса.
2. Типы производства и их характеристика.
3. Производственный процесс и его содержание.
4. Производственный цикл
5. Методы организации производства
1. Структура и принципы организации производственного процесса
Процесс взаимодействия производственных факторов на предприятии, направленный на превращение исходного сырья (материалов) в готовую продукцию, пригодную к потреблению или к дальнейшей обработке, образует производственный процесс или производство.
Производственный процесс всегда рассматривается применительно к конкретному изделию и происходит в определенных производственных ячейках.
Основным элементом производственного процесса является технологический процесс, состоящий из последовательности технологических операций, в результате которых происходят изменения формы, размеров и свойств поверхностного слоя деталей, а также их взаимного расположения (процессы сборки). Технологические процессы происходят во времени и в пространстве. Это, в свою очередь, требует складирования, транспортирования, консервации и контроля.
Основными элементами производственного процесса являются труд (деятельность людей), предметы и средства труда. Во многих производствах используются природные процессы (биологические, химические).
Наиболее крупными частями производственного процесса являются основное, вспомогательное и побочное производства.
К основным относятся те процессы, прямым результатом которых является изготовление продукции, составляющей товарную продукцию данного предприятия, а к вспомогательным - те, в ходе которых создаются полупродукты для основного производства, а также выполняются работы, обеспечивающие нормальное течение основных процессов. Побочное производство охватывает процессы переработки отходов основного производства или их утилизации.
По течению во времени производственные процессы подразделяют на дискретные (прерывные) и беспрерывные , вызванные непрерывностью технологического процесса или потребностями общества.
По степени автоматизации выделяют процессы: ручные, механизированные (выполняются рабочими с помощью машин), автоматизированные (выполняются машинами под наблюдением рабочего) и автоматические (выполняются машинами без участия рабочего по заранее разработанной программе).
Процесс основного, вспомогательного и побочного производства состоит из ряда производственных стадий.
^ Стадия - это технологически законченная часть производства, характеризующая изменение предмета труда, переходящего из одного качественного состояния в другое.
Производственная стадия делится, в свою очередь, на ряд производственных операций , представляющих собой первичное звено, элементарную, простейшую составную часть процесса труда. Производственная операция выполняется на отдельном рабочем месте, одним или группой рабочих, над одним и тем же предметом труда, с помощью одних и тех же средств труда.
По назначению производственные операции делят на:
Технологические (основные), в результате которых вносятся качественные изменения в предметы труда, его состояние, внешний вид, форму и свойства;
Транспортные, изменяющие положение предмета труда в пространстве и создающие условия для поточного производства;
Обслуживающие, обеспечивающие нормальные условия для работы машин (их чистка, смазка, уборка рабочего места);
Контрольные, способствующие правильному выполнению технологических операций, соблюдению заданных режимов (контроль и регулирование процесса).
Для нормальной организации производственного процесса необходимо соблюдать следующие принципы:
1) принцип специализации - это закрепление за каждым цехом, производственным участком, рабочим местом, технологически однородной группы работ или строго определенной номенклатуры изделий;
2) принцип непрерывности процесса означает обеспечение движения предмета труда с одного рабочего места на другое без задержек и остановок;
3) принцип пропорциональности подразумевает согласованность в продолжительности и производительности всех взаимосвязанных подразделений производства;
4) принцип параллельности предусматривает одновременное выполнение отдельных операций и процессов;
5) принцип прямоточности означает, что предметы труда в процессе обработки должны иметь наикратчайшие маршруты по всем стадиям и операциям производственного процесса;
6) принцип ритмичности состоит в регулярности и устойчивости хода всего процесса, что обеспечивает производство одинакового или равномерно увеличивающегося количества продукции за равные промежутки времени;
7) принцип гибкости требует быстрой адаптации производственного процесса к изменению организационно-технических условий, связанных с переходом на изготовление новой продукции и др.
Соблюдение принципов организации производственных процессов имеет большое практическое значение, оно способствует рациональному использованию потенциала предприятия и повышению эффективности его работы.
^ 2. Типы производства и их характеристика
Постоянство видов выпускаемой продукции, а также постоянство структуры производственного процесса определяют типы производства.
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Различают три типа производства: единичное; серийное, массовое.
Единичное производство характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую не повторяющихся.
Единичное производство характерно для станкостроения, судостроения, производства крупных гидротурбин, прокатных станов и другого уникального оборудования.
Единичное производство характеризуется наиболее резко выраженным непостоянством структуры рабочего процесса, так как при этом типе производства каждое последующее изделие создает новый технологический процесс, отличающийся от прежнего по составу операций, по их продолжительности и последовательности, в которой они выполняются.
Отличительными особенностями единичного типа производства являются:
Многономенклатурность выпускаемой продукции;
Преобладание технологической специализации рабочих мест, участков, цехов;
Отсутствие постоянного закрепления за рабочими местами определенных изделий;
Использование универсального оборудования и размещение его по однотипным группам;
Наличие высококвалифицированных рабочих-универсалов;
Большой объем ручных операций;
Большая длительность производственного цикла и др.
Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени.
Серийное производство характеризуется постоянством структуры рабочего процесса в период выпуска одной партии (серии) одинаковых изделий. Структура процесса изменяется по составу операций, их продолжительности и последовательности выполнения в связи с переходом на изготовление серии нового вида продукции.
Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования.
В зависимости от продолжительности периода выпуска одной серии и размера партии различают мелкосерийное, среднесерийное и крупносерийное производства.
Для серийного типа производства характерна относительно большая номенклатура изделий, однако значительно меньшая, чем при единичном типе производства.
Основные особенности организации серийного производства:
Специализация рабочих мест по выполнению нескольких закрепленных операций;
Использование универсального и специального оборудования;
Незначительный объем ручных операций;
Наличие рабочих средней квалификации;
Незначительная длительность производственного цикла и др.
Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени. Непременным условием массового производства является высокий уровень стандартизации и унификации при конструировании деталей, узлов и агрегатов.
Массовое производство обеспечивает наиболее полное использование оборудования, высокий уровень производительности труда, самую низкую себестоимость изготовления продукции. Необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию.
Массовое производство характерно для выпуска автомобилей, тракторов, продукции пищевой, текстильной и химической промышленности.
Массовое производство характеризуется наиболее резко выражен-
ным постоянством структуры рабочего процесса, повторением одних и тех же операций на каждом рабочем месте в связи с изготовлением одного и того же вида изделия.
Для массового производства характерны:
Ограниченная номенклатура изделий;
Предметная специализация рабочих мест;
Использование специального и специализированного оборудования;
Возможность механизации и автоматизации производственных процессов;
Наличие рабочих невысокой квалификации;
Минимальная длительность производственного цикла.
^
3. Производственный процесс и его содержание
Производственный процесс представляет собой совокупность целенаправленных действий персонала предприятия по превращению сырья и материалов в готовую продукцию.
^
Характеристика типов производства
Основные компоненты производственного процесса, определяющие характер производства, - это:
Профессионально подготовленный персонал;
Средства труда (машины, оборудование, здания, сооружения и т.д.);
Предметы труда (сырье, материалы, полуфабрикаты);
Энергия (электрическая, тепловая, механическая, световая, мышечная);
Информация (научно-техническая, коммерческая, оперативно- производственная, правовая, социально-политическая).
Профессионально управляемое взаимодействие этих компонентов формирует конкретный производственный процесс и составляет его содержание.
Основной частью производственного процесса является технологический процесс. В ходе реализации технологического процесса, происходит изменение геометрических форм, размеров и физико-химических свойств предметов труда.
По своему значению и роли в производстве производственные процессы подразделяются на:
Основные;
Вспомогательные;
Обслуживающие.
Основными называются производственные процессы, в ходе которых осуществляется изготовление основной продукции, выпускаемой предприятием.
К вспомогательным относятся процессы, обеспечивающие бесперебойное протекание основных процессов. Вспомогательными являются процессы по ремонту оборудования, изготовлению оснастки, выработке пара, сжатого воздуха и т.д.
Обслуживающими процессами называются такие, в ходе реализации которых выполняются услуги, необходимые для нормального функционирования как основных, так и вспомогательных процессов. Это процессы транспортировки, складирования, комплектования деталей, уборки помещений и др.
Производственный процесс состоит из множества различных операций, которые соответственно подразделяются на основные (технологические) и вспомогательные.
Технологическая операция - это часть производственного процесса, выполняемая на одном рабочем месте над одним объектом производства (деталью, узлом, изделием) одним или несколькими рабочими.
По виду и назначению продукции, степени технической оснащенности операции классифицируются на ручные, машинно-ручные, машинные и аппаратурные.
Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например, ручная окраска, сборка, упаковка изделия и пр.
Машинно-ручные операции осуществляются с помощью машин и механизмов при обязательном участии рабочего, например, перевозка грузов на электрокарах, обработка деталей на станках при ручной подаче.
Машинные операции полностью выполняются машиной при минимальном участии рабочих в технологическом процессе, рабочие не участвуют в технологических операциях, а лишь контролируют их.
Аппаратурные операции протекают в специальных агрегатах (сосудах, ваннах, печах и др.). Рабочий наблюдает за исправностью оборудования и показаниями приборов и вносит по мере необходимости корректировку в режимы работы агрегатов в соответствии с требованиями технологии.
Организация производственного процесса состоит в объединении людей, орудий и предметов труда в единый процесс производства материальных благ, а также в обеспечении рационального сочетания в пространстве и во времени основных, вспомогательных и обслуживающих процессов.
^
4. Производственный цикл
Производственный цикл представляет собой календарный период времени от момента запуска сырья и материалов в производство до полного изготовления готовой продукции. Производственный цикл включает время выполнения основных, вспомогательных операций и перерывов в процессе изготовления изделий.
Время выполнения основных операций составляет технологический цикл и определяет период, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые происходят без участия людей и техники.
Время выполнения вспомогательных операций включает:
Контроль качества обработки изделия;
Контроль режимов работы оборудования, их настройку, мелкий ремонт;
Уборку рабочего места;
Транспортировку материалов, заготовок;
Приемку и уборку обработанной продукции.
Время выполнения основных и вспомогательных операций составляет рабочий период.
Время перерывов обусловлено режимом труда, межоперационным
пролеживанием деталей, а также недостатками в организации труда и производства. Соответственно перерывы могут быть разделены на три группы.
1. Перерывы, связанные с установленным на предприятии режимом работы: нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т.п.
2. Перерывы межоперационные, обусловленные организационно- технологическими причинами: перерывы ожидания, вызванные несинхронностью длительности смежных операций технологического процесса, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции; перерывы комплектования, возникающие в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в комплект.
3. Перерывы, связанные с простоями оборудования и рабочих по различным организационным и техническим причинам, не предусмотренным режимом работы: отсутствие сырья, энергии, поломка оборудования, невыход рабочих на работу и др.
Расчет длительности производственного цикла (Т ц ) производится по формуле
Т
ц
= Т
о
+ Т
в
+ Т
п
,
где Т
о
– время выполнения основных операций; Т
в
– время выполнения вспомогательных операций; Т
п
– время перерывов.
Производственный цикл - один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе рассчитываются производственные мощности предприятия и его подразделений, устанавливаются сроки запуска изделия с учетом сроков его выпуска, определяется объем незавершенного производства, осуществляются другие кланово-производственные расчеты.
Сокращение длительности производственного цикла – один из важнейших источников интенсификации и повышения эффективности производства на предприятиях. Чем быстрее совершается производственный процесс, тем лучше используется производственный потенциал предприятия, выше производительность труда, меньше объем незавершенного производства, ниже себестоимость продукции.
Длительность производственного цикла в значительной степени определяется видом сочетания операций и порядком передачи предмета труда от одного рабочего места к другому. Существуют три вида сочетания операций:
Последовательный,
параллельный;
Параллельно-последовательный.
При последовательном движении обработка партии деталей на каждой последующей операции начинается после окончания обработки всей партии на предыдущей операции.
При параллельном движении передача деталей на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции.
При параллельном порядке выполнения операций обеспечивается наиболее короткий производственный цикл. Однако на отдельных операциях при этом возникают простои рабочих и оборудования, вызываемые неодинаковой продолжительностью отдельных операций. Это говорит о том, что их параллельное сочетание не всегда является рациональным. В этом случае более эффективным может быть параллельно-последовательное сочетание операций.
При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций таким образом, что вся партия обрабатывается на каждой операции без перерывов. При таком сочетании операций продолжительность производственного цикла больше, чем при параллельном, но гораздо меньше, чем при последовательном.
^
5. Методы организации производства
Применяемые методы организации производственного процесса можно разделить на три вида:
Поточные;
Партионные;
Единичные.
Основной структурной единицей поточного производства является поточная линия. Поточная линия представляет собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ним операций и связанных между собой специальными видами межоперационных транспортных средств. В условиях потока наиболее часто применяются разнообразные приводные транспортные средства - конвейеры.
Поточный метод организации производственного процесса можно применять при соблюдении следующих условий:
Объем выпуска продукции достаточно большой, а изделия конструктивно не изменяются в течение длительного периода времени, что не всегда соответствует потребностям рынка;
Затраты времени по операциям могут быть установлены с достаточной точностью, синхронизированы и сведены к одной или кратной величине;
Обеспечивается непрерывная подача к рабочим местам материалов, деталей, сборочных узлов и полная загрузка оборудования.
Поточные линии весьма разнообразны и характерны для массового производства.
Поточный метод организации производственного процесса характеризуется высокой эффективностью, которая обеспечивается высоким уровнем использования всех принципов организации производства.
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях.
По показателям экономической эффективности партионные методы значительно уступают поточным. Частая смена номенклатуры изготавливаемой продукции и связанная с этим переналадка оборудования, увеличение запасов незавершенного производства и другие факторы ухудшают финансово- экономические результаты деятельности предприятия. Однако появляются возможности для более полного удовлетворения спроса потребителей на различные разновидности продукции, увеличения доли на рынке, повышения содержательности труда рабочих.
Важным направлением повышения эффективности партионного метода является внедрение гибких автоматизированных производств на основе гибких производственных систем (ПС).
Гибкая производственная система представляет собой совокупность или отдельную единицу технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающую свойствами автоматизированной переналадки на производство изделий произвольной номенклатуры в установленных пределах значений их характеристик. Ее использование позволяет распространить преимущества автоматизации на мелко- и среднесерийное производство, обеспечить выпуск продукции малыми партими и чрезвычайно высокую адаптацию к требованиям рынка, способность быстро реагировать на спрос потребителей.
Единичный метод организации производства предполагает изготовление продукции в единичных экземплярах или небольшими неповторяющимися партиями. Он применяется при изготовлении
сложного уникального оборудования (прокатные станы, турбины и т.д.), специальной оснастки, опытном производстве, при выполнении отдельных видов ремонтов и т.п.
Направлениями повышения эффективности единичного метода организации производства являются развитие стандартизации, унификации деталей и узлов, внедрение групповых методов обработки.
Единичный тип производства характеризуется штучным выпуском изделий (продукции), повторяемости изделий либо нет совсем, либо она наперед неизвестна и нерегулярна, следовательно, нет и непрерывности в выпуске однородной продукции.
Такое производство должно быть достаточно гибким и приспособленным к выполнению производственных заказов. Предприятия имеют сложную производственную структуру, а цехи специализированы по технологическому принципу. Характеристика данного типа производства приведена на рисунке 9.1.
Рисунок 9.1 - Характеристика единичного типа производства
организации единичного типа производства (факторы эффективности) являются:
Закрепление однотипных работ за отдельными рабочими местами.
Унификация и типизация технологических процессов. Унификация и нормализация продукции.
Организация участков и цехов по принципу однотипности и технологическому подобию деталей (например, цех нормализованных узлов работает на склад).
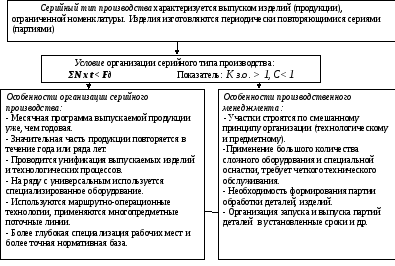
Серийный тип производства
Серийное производство специализируется на изготовлении продукции ограниченной номенклатуры. Изделия изготовляются периодически повторяющимися сериями (партиями).
В зависимости от числа закрепляемых за каждым рабочим местом операций, регулярности повторения партии изделий и их размера различают три подтипа (вида) серийного производства: мелкосерийное, среднесерийное и крупносерийное
Характеристика серийного типа производства приведена на рисунке 9.2.
Рисунок 9.2 – Характеристика серийного типа производства
Основными путями совершенствования организации серийного типа производства (факторы эффективности) являются:
изменение длительности
производственного цикла за счет применения различных видов движения,
увеличения производительности при использовании групповых методов организации производства;
сложная система учета, обслуживания.
2.3 Массовый тип производства
Для массового производства характерно изготовление предприятием (структурным подразделением) однотипной продукции в больших объемах в течение длительного периода (ряда лет). Примеры: автомобильные заводы, тракторные и т.п.
Характеристика массового типа производства приведена на рисунке 9.3.

Рисунок 9.3 - Характеристика массового типа производства
Основными путями совершенствования организации массового типа производства (факторы эффективности) являются:
сокращение длительности производственного цикла,
повышение производительности труда,
снижение себестоимости,
упрощение контроля.
2.4 Сравнительная характеристика типов производства
Тип производства определяет выбор типа технологических процессов и
средств технологического оснащения, форм и методов организации производственных процессов во времени и в пространстве, производственную структуру предприятия и его подразделений, систему управления.
Сравнительная характеристика типов производства приведена в таблице 9.4.
Таблица 9.4 - Особенности типов производств
|
Элементы производственного процесса |
Единичное производство |
Массовое производство |
|
1. Количество конечной продукции, выпускаемой |
Тысячи и более |
|
|
2.Уровень технологической и функциональной специализации | ||
|
3.Количество детале-операций, выполняемых на одном рабочем месте | ||
|
4. Уровень межпроектной и внутривидовой унификации изделия и его элементов | ||
|
5.Технологический процесс изготовления |
Маршрутная технология |
Пооперационная технология |
|
Технологическое оборудование |
Универсальное |
Специальное |
|
Режущий и мерительный инструмент |
Универсальный |
Специальный |
|
Высокой квалификации |
Низкой квалификации |
|
|
9.Коэффициент использования металла | ||
|
10. Уровень автоматизации производства | ||
|
11. Трудоемкость и себестоимость изготовления единицы продукции | ||
|
12. Качество продукции |
Удовлетворительное |
Понятие типа производства .
Тип производства - это его обобщенная характеристика, определяемая по признакам широты номенклатуры, объема, регулярности и стабильности выпуска изделий.
Широта номенклатуры выпускаемой продукции представляет собой количество наименований изделий, закрепляемых за производственной системой, и характеризует ее специализацию. Чем шире эта номенклатура, тем менее специализирована система, и, наоборот, чем она уже, тем выше степень специализации. Широкая номенклатура выпускаемой продукции обусловливает большое разнообразие технологических процессов и операций, оборудования, инструментов, технологической оснастки и профессий рабочих.
Объем выпуска изделий - это количество изделий определенного типа, изготавливаемых и выпускаемых производственной системой в течение планового периода. Объем выпуска и трудоемкость каждого типа изделий определяют удельный вес изделий данного типа во всей номенклатуре закрепленных за производственной системой изделий и оказывают решающее влияние на характер специализации этой системы. Перечень наименований изделий с указанием объема и срока выпуска по каждому наименованию называется программой выпуска изделий.
Регулярность выпуска изделий - это повторяемость изготовления и выпуска изделий данного вида в последовательные периоды времени. Если в одни плановые периоды изделия данного вида выпускаются, а в другие - не выпускаются, то регулярность их выпуска отсутствует. Регулярное повторение всех операций и процессов по изготовлению данного вида изделий является одной из важнейших предпосылок обеспечения ритмичности производства. В свою очередь, регулярность зависит от объема выпуска изделий, поскольку большой объем выпуска может быть равномерно распределен на последовательные плановые периоды, в каждом и» которых будет производиться некоторая часть заданного объема.
Стабильность выпуска изделий состоит в том, что номенклатура изделий и количество изделий каждого типа, выпускаемых за одинаковые последовательные плановые периоды, остаются неизменными. Она тесно связана с регулярностью. Если для регулярности достаточно только факта повторения выпуска изделий определенного типа в каждый последовательный плановый период, то стабильность выпуска требует еще и одинаковых его объемов в эти периоды. Если регулярность выпуска относится в основном к одному типу изделий, то стабильность требует сохранения неизмененным в последовательные плановые периоды также номенклатурного состава выпускаемых изделий. Стабильность выпуска изделий является другой важнейшей предпосылкой ритмичности производства и позволяет организовать как ритмичный выпуск продукции, так и ритмичный регулярно повторяющийся режим работы производственных систем.
При закреплении за производственной системой выпуска многих типов изделий применяется как называемый партионный режим работы, т. е. изготовление изделий партиями.
Партия изделий - это совокупность изделий одного типа, запускаемая в производство одновременно или непрерывно в течение определенного интервала времени. Размер партии - это количество изделий в партии.
В условиях широкой специализации производственных систем работа партиями рациональных размеров повышает производительность труда рабочих и уменьшает затраты на выполнение подготовительно-заключительных работ. При этом регулярность и стабильность выпуска изделий реализуются в виде повторения в каждом плановом периоде выпуска одинаковых партий каждого типа изделий.
Важнейшим показателем производственных систем, в значительной степени отражающим совместное проявление четырех рассмотренных выше факторов, является коэффициент закрепления операций.
Коэффициент закрепления операций - это количество последовательно чередующихся в течение месяца видов операций, приходящееся в среднем на одно рабочее место производственной системы.
где С - количество рабочих мест производственной системы;
т i - количество последовательно чередующихся в течение месяца видов операций на i-м рабочем месте.
При этом один и тот же вид операции включается в число т i столько раз, сколько раз он повторился в чередовании с другими видами операций на этом рабочем месте в течение месяца.
Коэффициент закрепления операций комплексно характеризует условия производства, и его уменьшение отражает увеличение степени специализации рабочих мест, увеличение размеров партий выпускаемых изделий, сокращение затрат на подготовительно-заключительные работы, рост производственных навыков и производительности труда рабочих. Величина этого коэффициента является одним из важнейших параметров для определения типа производства.
Каждому типу производства в отрасли присущи определенная технология и формы организации производства и в зависимости от него по-разному решаются вопросы специализации и концентрации производства, технико-экономического и оперативного планирования, учета и анализа, организации труда, нормирования и заработной платы.
Характеристика типов производства.
В зависимости от степени специализации, объемов, регулярности и стабильности выпуска изделий различают три типа производства: единичное, серийное и массовое .
Единичное производство характеризуется неповторяющимся или повторяющимся нерегулярно выпуском единичных экземпляров изделий широкой номенклатуры. Это делает невозможным постоянное закрепление операций за отдельными рабочими местами, и коэффициент закрепления К 3 . о здесь более 40, т. е. каждое рабочее место в среднем два раза в течение рабочего дня настраивается на выполнение новой операции. На таком производстве применяется универсальное оборудование и требуется высокая квалификация рабочих. Малые объемы выпуска изделий делают экономически невыгодным применение специальных приспособлений и инструмента. При этом изделия имеют высокую трудоемкость и себестоимость, большую, длительность производственного цикла. Единичное производство существует на предприятиях, выпускающих сложные радиотехнические приборы и системы или изготовляющих опытные образцы и опытные партии изделий.
Серийное производство характеризуется выпуском ограниченной номенклатуры изделий сравнительно большим объемом и повторяющимися через определенные промежутки времени партиями. В зависимости от числа закрепляемых за каждым рабочим местом операций, регулярности повторения партий и их размера различают три вида серийного производства:
ü мелкосерийное , в котором за каждым рабочим местом закрепляется от 20 до 40 операций (К 3 .о = 20-40), изделия выпускаются малыми партиями, повторяющимися нерегулярно;
ü среднесерийное (или собственно серийное), в котором за каждым рабочим местом закрепляется от 10 до 20 операций (К 3 .о= 10-20), выпуск изделий осуществляется партиями среднего размера, а партии регулярно повторяются;
ü крупносерийное , при котором за каждым рабочим местом закрепляется от 2 до 10 операций (К 3 .о = 2-10), изделия выпускаются крупными, регулярно повторяющимися партиями.
Ограниченная номенклатура изделий, достаточно большие объемы выпуска и регулярность повторения партий изделий в серийном производстве позволяют специализировать каждое рабочее место на выполнении ограниченного числа операций. Это, в свою очередь, обеспечивает экономически эффективное использование специального технологического оснащения, снижение требований к уровню квалификации рабочих и повышение ритмичности производства. С увеличением серийности производства уменьшаются длительность цикла изготовления изделии, их трудоемкость и себестоимость, увеличиваются производительность труда и эффективность производства.
Массовое производство характеризуется выпуском узкой номенклатуры изделий в течение длительного периода и большим объемом. В этом производстве каждое рабочее место специализировано на выполнении одной, постоянно повторяющейся операции (К 3 .о = 1). При полной синхронизации операций обеспечиваются строго ритмичная работа и ритмичный выпуск продукции, а также непрерывное движение изделий через все операции. Массовое производство организуется в форме поточного производства с широким применением высокопроизводительного специального оборудования, конвейеров и специальной технологической оснастки, предъявляет наиболее низкие требования к квалификации рабочих, обеспечивает минимальную длительность производственного цикла, сокращает трудоемкость и себестоимость изготовления изделий и позволяет достигать высокой производительности труда.

Типы производства являются основой для установления типа предприятия или его подразделения. Однако между ними нет однозначного соответствия, поскольку реально на каждом предприятии существует не один какой-либо конкретный тип производства, а имеется сложное сочетание различных типов. При этом тип предприятия или его подразделения определяется по преобладающему на нем типу конечного производства. В соответствии с этим различают предприятия единичного производства, на которых преобладают процессы единичного производства, предприятия серийного производства, основная часть производственных процессов которых относится к серийному типу, и предприятия массового производства, на которых ведущим является массовый тип производства.
1. Понятие организационного типа производства и определяющие его признаки. Классификация типов производства.
5. Современные методы организации производства
1.Понятие организационного типа производства и определяющие его признаки. Классификация типов производства.
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций К з. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
где К - число операций, выполняемых на i -м рабочем месте; К - количество рабочих мест на участке или в цехе.
Различают три типа производства: единичное, серийное, массовое. Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства - от 11 до 20 (включительно), для крупносерийного производства - от 1 до 10 (включительно). Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов. Технологические процессы в условиях единичного производства разрабатываются укрупненно в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков, поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в свою очередь, к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификации деталей и узлов, что позволяет перейти к организации предметных участков; расширении конструктивной преемственности для увеличения партий запуска деталей; группировании близких по конструкции и порядку изготовления деталей для сокращения времени на подготовку производства и улучшения использования оборудования.
Серийное производство характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и создаются предпосылки для организации прямоточного перемещения деталей в процессе их изготовления. Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых деталей, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Применение той или иной формы организации в условиях серийного производства зависит от трудоемкости и объема выпуска закрепленных за участком изделий. Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например нормализованные шпильки, болты, закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного производства характерны значительно меньшие, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства. С точки зрения организации основным резервом роста производительности труда в серийном производстве является внедрение методов поточного производства.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей. Большое распространение получили здесь автоматические поточные линии. Технологические процессы механической обработки разрабатываются более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового производства возрастает значение организации межоперационной транспортировки, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования - одно из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов при массовом производстве. Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления продукции
Методы организации производства представляют собой совокупность способов, приемов и правил рационального сочетания основных элементов производственного процесса в пространстве и во времени на стадиях функционирования, проектирования и совершенствования организации производства.
2. Организация индивидуального (единичного) и партионного производства, их характерные признаки.
Метод организации индивидуального производства используется в условиях единичного выпуска продукции или ее производства малыми сериями и предполагает: отсутствие специализации на рабочих местах; применение широкоуниверсального оборудования, расположение его группами по функциональному назначению; последовательное перемещение деталей с операции на операцию партиями. Условия обслуживания рабочих мест отличаются тем, что рабочие почти постоянно пользуются одним набором инструментов и небольшим количеством универсальных приспособлений, требуется лишь периодическая замена затупившегося или изношенного инструмента. В противоположность этому подвозка деталей к рабочим местам и оправка деталей при выдаче новой и приемке законченной работы происходят несколько раз в течение смены. Поэтому возникает необходимость в гибкой организации транспортного обслуживания рабочих мест.
Основные стадии организации индивидуального производства.
Определение типов и количества станков, необходимых для выполнения заданной производственной программы. При организации индивидуального производства точно установить номенклатуру выпускаемой продукции трудно, поэтому допустимы приближенные расчеты потребного количества станков. В основу расчета закладываются следующие показатели: съем продукции с единицы оборудования q ; число станко-часов, необходимое для обработки комплекта деталей на одно изделие h . Точность укрупненных расчетов зависит от того, насколько верно определены значения указанных показателей. Расчетное количество станков S определяется по формуле:
где S - расчетное количество станков по j -й группе оборудования; Q - годовой объем выпуска продукции, шт.; K - коэффициент сменности работы по j -й группе оборудования; F - эффективный фонд рабочего времени одного станка j -й группы.
где t - нормативные затраты времени на ремонт данного оборудования, % к номинальному фонду; t - нормативные затраты времени на наладку, переналадку, передислокацию этого оборудования, % к номинальному фонду.
Номинальный фонд времени работы станка зависит от числа календарных дней Д и нерабочих дней в году Д , принятого режима сменности работы в сутки и определяется по формуле:
где Т - среднее число часов работы станка в сутки по принятому режиму сменности.
Принятое количество станков по каждой группе оборудования устанавливается путем округления полученного значения до целого так, чтобы общее количество станков не выходило за пределы принятого их числа. Коэффициент загрузки оборудования определяется отношением расчетного количества станков к принятому.
Согласование пропускной способности отдельных участков по мощности. Производственная мощность участка, оснащенного однотипным оборудованием, определяется следующим образом:
где S - принятое количество оборудования; К - нормативный коэффициент сменности работы оборудования; К - коэффициент выполнения норм, достигнутый в базисном году по участку (цеху); С - плановое задание по снижению трудоемкости, нормо-ч.
Нормативный коэффициент сменности работы оборудования определяется исходя из загрузки установленного оборудования, как правило, при двухсменном режиме работы с учетом нормативного коэффициента, учитывающего время пребывания станков в ремонте.
Сопряженность отдельных участков по мощности определяется по формуле:
где К - коэффициент сопряженности участков по мощности; М , М - мощности сравниваемых участков (продукция 1-го участка используется для изготовления единицы продукции 2-го участка); У - удельный расход продукции 1-го подразделения.
Организация рабочего места. Особенности организации и обслуживания рабочих мест заключаются в следующем: наладка станка перед началом работы, а также установка инструмента на рабочих местах осуществляется самими рабочими, при этом рабочие места должны быть оснащены всем необходимым для обеспечения непрерывной работы; транспортировка деталей должна осуществляться без задержек, на рабочих местах не должно быть излишнего запаса заготовок.
Разработка планировки участков. Для индивидуального производства характерна планировка участков по видам работ. В этом случае создаются участки однородных станков: токарные, фрезерные и др. Последовательность расположения участков на площади цеха определяется маршрутом обработки большинства типов деталей. Планировка должна обеспечивать перемещение деталей на малые расстояния и только в направлении, которое ведет к завершению изготовления изделия.
Метод групповой организации производства применяется в случае ограниченной номенклатуры конструктивно и технологически однородных изделий, изготовляемых повторяющимися партиями. Суть метода состоит в сосредоточении на участке различных видов технологического оборудования для обработки группы деталей по унифицированному технологическому процессу. Характерными признаками такой организации производства являются: подетальная специализация производственных подразделений; запуск деталей в производство партиями по специально разрабатываемым графикам; параллельно-последовательное прохождение партий деталей по операциям; выполнение на участках (в цехах) технологически завершенного комплекса работ.
Основные этапы организации группового производства.
- Конструктивно-технологическая классификация деталей. Несмотря на многообразие и различие конструкций, детали машин имеют много сходных конструктивных, размерных и технологических признаков. Пользуясь определенной системой, можно выявить эти общие признаки и объединить детали в определенные группы. Объединяющими качествами в группе могут быть общность применяемого оборудования и технологического процесса, однотипность оснастки.
Окончательное комплектование групп деталей, закрепленных за данным участком, осуществляется с учетом трудоемкости и объема их выпуска по показателю относительной трудоемкости К :

где N - объем выпуска i -й детали в плановом периоде, шт.; k - число операций по технологическому процессу обработки 1-й детали; t - штучное время обработки i -й детали по j -й операции, мин; К - средний коэффициент выполнения норм времени. Показатель рассчитывается по каждой детали анализируемой совокупности. Установление суммарных показателей для деталей последней ступени классификации обеспечивает синтез их в группы по принятому признаку.
- Определение потребности в оборудовании. Необходимо оценить требуемое число единиц оборудования по каждой группе на годовую программу выпуска. Принятое количество станков устанавливают путем округления полученного значения до целого. При этом допускается 10%-ная перегрузка в расчете на один станок. Рассчитывают средние коэффициенты загрузки оборудования по группам и участку в целом. Для обеспечения экономически целесообразной загрузки ее устанавливают с учетом внутриучастковой, а по уникальным и специальным станкам межучастковой кооперации - путем передачи некоторой части работ с недогруженных станков на станки смежных групп.
- Определение числа производственных участков. В соответствии с количеством станков в цехе определяется число создаваемых в нем участков исходя из нормы управляемости для мастеров.
- Определение степени замкнутости производственных участков. На основе анализа конструктивно-технологической классификации и показателей К осуществляют отбор и закрепление деталей за участками. Эффективность группового производства определяется степенью замкнутости производственных участков. Участок является замкнутым, если на нем выполняются все операции по обработке групп деталей (технологическая замкнутость) и станки не загружены выполнением работ по кооперации с других участков (производственная замкнутость).
- Разработка маршрутной карты производственного процесса. Маршрутная карта представляет собой графическое изображение последовательности всех операций, включая перемещение материалов и их ожидание.
- Разработка планировки цеха (участка). Планировка цеха (участка) составляется с учетом общего направления движения материалов. Необходимые данные берут из маршрутной карты производственного процесса. Расстановка оборудования производится по существующим нормативам с максимальным соблюдением прямоточности.
3. Организация поточного производства: сущность, преимущества и недостатки. Расчеты основных параметров поточных линий.
Метод организации поточного производства используется при изготовлении изделий одного наименования или конструктивного ряда и предполагает совокупность следующих специальных приемов организационного построения производственного процесса: расположение рабочих мест по ходу технологического процесса; специализацию каждого рабочего места на выполнении одной из операций; передачу предметов труда с операции на операцию поштучно или мелкими партиями сразу же после окончания обработки; ритмичность выпуска, синхронность операций; детальную проработку организации технического обслуживания рабочих мест.
Поточный метод организации можно применять при соблюдении следующих условий:
Объем выпуска продукции достаточно большой и не изменяется в течение длительного периода времени;
Конструкция изделия технологична, отдельные узлы и детали транспортабельны, изделия можно делить на конструктивно-сборочные единицы, что особенно важно для организации потока на сборке;
Затраты времени по операциям могут быть установлены с достаточной точностью, синхронизированы и сведены к единой величине; обеспечивается непрерывная подача к рабочим местам материалов, деталей, сборочных узлов; возможна полная загрузка оборудования.
Организация поточного производства связана с проведением ряда расчетов и подготовительных работ. Исходным моментом при проектировании поточного производства является определение объема выпуска продукции и такта потока.
Такт - это промежуток времени между запуском (или выпуском) двух смежных изделий на линии. Он определяется по формуле:
![]()
где F - действительный фонд времени работы линии за определенный период (месяц, сутки, смену) с учетом потерь на ремонт оборудования и регламентированных перерывов, мин; N - программа запуска за тот же период времени, шт.
Величина, обратная такту, называется темпом работы линии. При организации поточного производства необходимо обеспечить такой темп, чтобы выполнить план по выпуску продукции. Темп характеризует количество изделий, выпускаемых в единицу времени (обычно за час):
Число рабочих мест на i-ю операцию (S) устанавливается по формуле:
где t шт ― норма время на операцию, мин.
Следующим этапом в организации поточного производства является определение потребности в оборудовании. Расчет количества оборудования осуществляется исходя из числа рабочих мест по операциям процесса:
где С - расчетное число рабочих мест на одной операции процесса; t - норма времени на операцию с учетом установки, транспортировки и снятия деталей, мин.
Принятое число рабочих мест С определяется округлением расчетного количества до ближайшего целого числа. При этом учитывается, что на стадии проектирования допускается перегрузка в пределах 10-12% на каждое рабочее место.
Коэффициент загрузки рабочих мест К определяется по формуле
![]()
Если с линии выходит одновременно несколько деталей (передаточная партия), то определяют ритм . Ритм отличается от такта на величину передаточной партии и определяется по формуле
где p - величина передаточной партии, шт.
Для размещения и организации работы любой поточной линии рассчитывается шаг конвейера или поточной линии. Шаг (I) - это расстояние между центрами двух смежных рабочих мест или обрабатываемых изделий.
Общая длина конвейера поточной линии (L) зависит от ее шага и числа рабочих мест на линии:
Скорость движения конвейера поточной линии (v) зависит от шага и такта линии:
Цикл поточной линии (Тц) рассчитывается по формуле
Работа поточной линии основана на согласовании длительности операций с тактом линии. Процесс согласования длительности цикла с тактом линии называется синхронизацией. При непрерывно-поточном производстве нормы времени операций равны или кратны такту, изделия перемещаются с операции на операцию без пролеживания, за каждым рабочим местом закреплены определенные постоянно выполняемые операции. Условие синхронизации выражается в следующем виде:
![]()
где r нл – такт непрерывно-поточной линии, мин/шт.
Для обеспечения полной загрузки оборудования и непрерывности производственного процесса при поточном производстве осуществляется синхронизация (выравнивание) операций во времени.
Способы синхронизации операций:
- Рационализация метода обработки. Во многих случаях можно повысить производительность станка за счет: изменения режимов резания, направленного на уменьшение машинного времени; одновременной обработки нескольких деталей; устранения дополнительных затрат времени на вспомогательные перемещения рабочих органов станка и др.
- Создание межоперационных заделов и использование малопроизводительного оборудования в дополнительную смену. Данный способ синхронизации связан с поиском дополнительных площадей и увеличением размера незавершенного производства.
- Переброска части обрабатываемых деталей на другие станки, не входящие в состав линии. Если на поточной линии возможно скопление деталей из-за превышения длительности такта, их целесообразно обрабатывать на другом станке за пределами данного участка. Этот станок следует расположить таким образом, чтобы он обслуживал не одну, а две или три поточные линии. Такая организация поточного производства целесообразна при условии, что станок достаточно производительный и время, затрачиваемое на его переналадку, невелико.
- Дифференциация операций. Если операционная норма времени больше и не кратна такту и процесс сборки легко поддается дифференциации, выравнивать время, затрачиваемое на каждую операцию, можно путем разбиения ее на более мелкие части (переходы).
- Концентрация операций. Если операция по длительности меньше такта, мелкие операции или переходы, запроектированные в других операциях, группируются в одну.
- Комбинирование операций. Если время выполнения двух смежных операций меньше такта работы сборочной линии, можно организовать передвижение рабочего вместе с собираемым им изделием, поручив ему выполнение нескольких операций.
После того как достигнута синхронизация операций на поточной линии, составляется план-график ее работы, облегчающий контроль за использованием оборудования и рабочих.
Одно из основных условий непрерывной и ритмичной работы поточных линий - организация межоперационного транспорта . В поточном производстве транспортные средства не только используются для перемещения изделий, но и служат для регулирования такта работы и распределения предметов труда между параллельными рабочими местами на линии. Применяемые в поточном производстве транспортные средства можно разделить на приводные и бесприводные непрерывного и прерывного действия. Наиболее часто в условиях потока применяются разнообразные приводные транспортные средства - конвейеры . Выбор транспортных средств зависит от габаритных размеров, веса обрабатываемых деталей, типа и числа оборудования, величины такта и степени синхронизации операций.
Проектирование потока завершается разработкой рациональной планировки линии. При планировке необходимо соблюдать следующие требования: предусмотреть удобные подходы к рабочим местам для ремонта и обслуживания линии; обеспечить непрерывную транспортировку деталей к различным рабочим местам на линии; выделить площадки для накопления задела и подходы к ним; предусмотреть на линии рабочие места для выполнения контрольных операций.
4. Организация автоматизированного производства.
Автоматизированное производство - это система машин, оборудования, транспортных средств, обеспечивающая строго согласованное во времени выполнение всех стадий изготовления изделий, начиная от получения исходных заготовок и кончая контролем (испытанием) готового изделия и выпуска продукции через равные промежутки времени. В основе автоматизированного производства лежат автоматические линии, которые обладают всеми преимуществами поточного производства, позволяют непрерывность производственных процессов сочетать с автоматичностью их выполнения.
Автоматическая линия- это система машин-автоматов, размещенных по ходу технологического процесса и объединенных системой управления и автоматическими механизмами и устройствами для решения задач транспортировки, накопления заделов, удаление отходов, изменения ориентации. Автоматические линии служат для выполнения в автоматическом режиме определенных операций (стадий) производственного процесса и зависят от вида исходных материалов (заготовок), габаритов, массы и технологической сложности изготовляемых изделий. В комплекс автоматической линии входит транспортная система, предназначенная для подачи заготовок со склада к стендам, перемещения подвесного технологического оборудования от одного стенда к другому, для транспортировки со стендов готовых изделий на главную линию или склад готовой продукции.
Состав автоматической поточной линии: - автоматическое оборудование (станки, агрегаты, установки и т.д.) для выполнения технологических операций; - механизмы для ориентировки, установки и закрепления изделий на оборудовании; - устройство для транспортировки изделий по операциям; - контрольные машины и приборы (для контроля качества и автоматической наладки оборудования); - средства загрузки и разгрузки линий (заготовок и готовых деталей); - аппаратура и приборы системы управления; - устройства смены инструмента и оснастки; - устройства удаления отходов; - устройство обеспечения необходимыми видами энергии (электрическая энергия, пар, инертные газы, сжатый воздух, вода, канализационные системы); - устройства обеспечения смазочно-охлаждающими жидкостями и их удаления и т.д.
В состав автоматических линий последнего поколения также включаются электронные устройства. Это умные супервизоры с мониторами на каждой единице оборудования и на центральном пульте управления. Их назначение - заблаговременно предупреждать персонал о ходе процессов, происходящих в отдельных агрегатах и в системе в целом и давать инструкции о необходимых действиях персонала (текст на мониторе). Например, - негативная тенденция технического параметра агрегата; - информация о заделах и количестве заготовок; - о браке и его причинах и т.д. Это статистические анализаторы с графопостроителями, предназначенные для статистической обработки разнообразных параметров работы: - время работы и простоев (причины простоев); - количество выпускаемой продукции (всего, уровень брака); - статистическая обработка каждого параметра обрабатываемого изделия на каждой автоматически контролируемой операции; - статистическая обработка выхода из строя (поломка, сбой) систем каждой единицы оборудования и линии в целом и т.д. Это диалоговые системы селективной сборки (т.е. подбор параметров относительно грубо (неточно) обработанных деталей, входящих в сборочную единицу, сочетание которых обеспечивает высококачественные параметры сборочной единицы).
Выделяют жесткие (синхронные) автоматические линии с характерной жесткой межагрегатной связью и единым циклом работы станков и гибкие (несинхронные) с гибкой межагрегатной связью. В этом случае каждый станок имеет индивидуальный магазин-накопитель межоперационных заделов. В зависимости от функционального назначения автоматические линии могут быть заготовительными, механообрабатывающими, термическими, механосборочными, сборочными, контрольно-измерительными, упаковочными, консервационными и комплексными. По характеру транспортировки изделий, а также по наличию и расположению бункерных устройств различают 5 основных типов автоматических линий:
1) прямоточная автоматическая линия представляет собой систему взаимосвязанных автоматически действующих механизмов с непосредственной передачей полуфабриката с одной рабочей позиции на другую и величиной перемещения изделий, равной расстоянию между рабочими позициями. В таких линиях создаются только технологические заделы;
2) поточные автоматические линии представляют собой ту же систему механизмов, но с постоянным перемещением полуфабрикатов по транспортеру. На таких линиях по мимо технологического существует и транспортный задел;
3) бункерные автоматические линии представляют собой систему отдельных автоматических машин, работающих независимо друг от друга благодаря наличию у каждого бункера (приемника – накопителя);
4) бункерно-прямоточные автоматические линии состоят из нескольких участков автоматически взаимосвязанных работающих механизмов, разделенных бункерами. Полуфабрикаты перемещаются по рабочим позициям на величину расстояния между ними;
5) бункерно-поточные автоматические линии представляют собой такую же систему механизмов, что и бункерно–прямоточные, различия заключаются в том, что полуфабрикаты по рабочим позициям перемещаются постоянно за один ход на величину габаритного изделия.
На линиях 3, 4 и 5-го типов помимо технологического и транспортного заделов имеются и межоперационные (бункерные) заделы.
Ритм (такт) автоматической линии зависит от времени обработки изделий на операциях, времени, потребного на подвод и отвод инструмента, зажим и освобождение изделий и времени перемещения его на 1 позицию.
В общем виде структура ритма линии имеет вид:
r=t ма +∑t в +∑t тр,
где t ма - время обработки, ∑ t в − время на установку, закрепление, снятие изделия, подводку и отводку инструмента, мин; ∑ t тр −время на транспортировку изделий, мин.
Прогрессивная область техники - робототехника. Она решает задачи создания отдельных промышленных роботов и роботизированных объектов и процессов. Промышленные роботы первого поколения (автоматические манипуляторы) работают по заданной «жесткой» программе. Промышленные роботы второго поколения оснащены системами адаптивного управления, представленные различными сенсорными устройствами (техническое зрение, чувствующие схваты и т. д.) и программами обработки сенсорной информации. Роботы третьего поколения позволяют выполнять самые сложные функции при замене в производстве человека, поскольку они обладают искусственным интеллектом.
Роботы-манипуляторы имеют механическую «руку», управляемую с пульта управления, и систему рычагов и двигателей, приводящих ее в действие. Наибольшее распространение получили манипуляторы с дистанционным управлением и механической «рукой» на подвижном или неподвижном основании. Промышленные роботы имеют перед человеком преимущество в скорости и точности выполнения однообразных операций, манипулятор может осуществлять такие движения, которые человек не может выполнить физически. Роботы-автоматы кроме «рук» имеют «электронный мозг» - миниатюрную специализированную электронно-вычислительную машину, которая управляет роботом по заданной программе с учетом изменения окружающей обстановки.
Сегодня роботы успешно заменяют человека на химических предприятиях и в научных лабораториях, где приходится иметь дело с вредными химическими или радиоактивными веществами, на атомных электростанциях, в помещениях с повышенным уровнем радиации, для работы с раскаленными и тяжелыми заготовками, на морском дне при строительных работах и в других случаях. Принципиальным отличием робототехники является ее широкая универсальность (многофункциональность) и гибкость (мобильность) при переходе па выполнение других, принципиально новых операций без дополнительных затрат. В результате внедрения роботов меняется организация управления технологическими процессами, ликвидируются ручные операции, сокращаются межоперационные запасы предметов труда, повышается производительность труда и качество продукции.
5. Современные методы организации производства.
Метод организации синхронизированного производства. Основные принципы организации синхронизированного производства разработаны в 60-е годы в японской компания «Toyota». Метод синхронизированного производства интегрирует ряд традиционных функций организации производственных процессов: оперативного планирования, контроля складских запасов, управления качеством продукции. Суть метода в отказе от производства продукции крупными партиями и создании непрерывно-поточного многопредметного производства, в котором на всех стадиях производственного цикла требуемый узел или деталь поставляется к месту последующей операции точно в необходимое время.
Поставленная цель реализуется путем создания групповых, многопредметных поточных линий и использования принципа вытягивания в управлении ходом производства. Основными правилами организации производственного процесса в этом случае являются:- изготовление продукции мелкими партиями;- формирование серий деталей и применение групповой технологии в целях сокращения времени наладки оборудования;
Преобразование кладовых материалов и полуфабрикатов в буферные склады;- переход от цеховой структуры производства к предметно-специализированным подразделениям;- передача функций управления непосредственно исполнителям.
Особое значение имеет использование принципа вытягивания в управлении ходом производства. При традиционной системе деталь переходит с одного участка на другой (следующий по технологическому процессу) и далее - на склад готовой продукции. Такой метод организации производства позволяет задействовать рабочих и оборудование независимо от того, есть ли спрос на данный вид изделий. Напротив, при системе «точно вовремя» план-график выпуска устанавливается только для сборочного участка. Ни одна деталь не изготавливается до того, как возникает потребность в ней на окончательной сборке. Таким образом, сборочный участок определяет количество и порядок запуска деталей в производство.
Управление ходом производственного процесса осуществляется по следующим принципам: объем, номенклатура и сроки выполнения задания определяются участком (рабочим местом) последующей ступени производства; ритм выпуска задается участком, замыкающим производственный процесс; возобновление цикла изготовления на участке начинается лишь в том случае, если получен соответствующий заказ; рабочий с учетом сроков сдачи деталей (сборочных единиц) заказывает такое количество заготовок (комплектующих), которое необходимо для выполнения полученного задания; доставка комплектующих (деталей, сборочных единиц) к рабочему месту осуществляется в сроки и в количествах, установленных в заявке; комплектующие, узлы и детали подаются к моменту сборки, отдельные детали - к моменту сборки узлов; необходимые заготовки - к началу изготовления деталей; за пределы участка передается только годная продукция.
Функции оперативного управления производственным процессом передаются непосредственным исполнителям. Метод синхронизированного производства предполагает внедрение системы комплексного управления качеством, которая основывается на соблюдении определенных принципов, включающих: контроль производственного процесса; наглядность результатов измерения показателей качества; соблюдение требований к качеству; самостоятельное исправление брака; проверка 100% изделий; постоянное повышение качества. Проверка качества в ходе производства в соответствии с указанными принципами ведется на всех этапах производственного процесса, на каждом рабочем месте.
Для обеспечения наглядности результатов измерения показателей качества создаются специальные стенды. Они поясняют рабочему, администрации, какие показатели качества проверяются, каковы текущие результаты проверки, какие мероприятия по повышению качества разрабатываются и находятся в процессе внедрения, кто получил премии за качество. В этом случае задача обеспечения качества стоит на первом месте, а выполнение плана производства - на втором.
Меняются роли отделов и других подразделений технического контроля, их полномочия, круг решаемых задач, методы. Ответственность за качество перераспределяется и становится всеобщей: каждая организационная единица в пределах своей компетенции отвечает за обеспечение качества. При этом главная ответственность ложится на самих изготовителей продукции. Для ликвидации дефектов и обеспечения качества допускается приостановка производственного процесса. Брак исправляется рабочими или бригадой, которая его допустила, самостоятельно. Контролю подлежит каждое готовое изделие, а не выборка из партии, и там, где это возможно, - комплектующие узлы и детали.
Последний принцип - поэтапное улучшение качества продукции. Задача состоит в разработке и реализации проектов улучшения качества на каждом производственном участке. В разработке таких проектов принимает участие весь персонал, включая специалистов отдельных служб.
Обеспечение качества работы и достижение непрерывности производственного процесса в условиях синхронизированного производства происходят за счет профилактического обслуживания оборудования, которое включает регистрацию характера эксплуатации каждого станка, тщательное определение потребности в профилактике и частоты ее проведения. Ежедневно рабочий-станочник совершает ряд операций по проверке своего оборудования. Началу рабочего дня предшествуют смазка, отладка станка, закрепление и заточка инструментов. Поддержание порядка на рабочем месте рассматривается как обязательное условие качественной работы.
Одной из новых форм, получившей применение при внедрении средств гибкой автоматизации в производственный процесс, является блочно-модульная форма . Создание производств с блочно-модульной формой организации производства осуществляется путем концентрации на участке всего комплекса технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры изделий, и объединения группы рабочих на выпуске конечной продукции с передачей им части функций по планированию и управлению производством на участке. Экономической основой создания таких производств являются коллективные формы организации труда. Работа в этом случае строится на принципах самоуправления и коллективной ответственности за результаты труда. Основными требованиями, предъявляемыми к организации процесса производства, являются: создание автономной системы технического и инструментального обслуживания производства; достижение непрерывности процесса производства на основе расчета рациональной потребности в ресурсах с указанием интервалов и сроков поставок; обеспечение сопряженности по мощности механообрабатывающих и сборочных подразделений; учет установленных норм управляемости при определении количества работающих; подбор группы работающих с учетом полной взаимозаменяемости. Реализация указанных требований возможна только при комплексном решении вопросов организации труда, производства и управления. Переход к блочно-модульной форме организации производства проводится в несколько этапов. На этапе предпроектного обследования принимается решение о целесообразности создания таких подразделений в данных производственных условиях. Проводится анализ конструктивно-технологической однородности продукции и дается оценка возможности комплектации «семейств» деталей для обработки в рамках производственной ячейки. Затем определяется возможность концентрации всего комплекса технологических операций по выпуску группы деталей на одном участке; устанавливается число рабочих мест, приспособленных для внедрения групповой обработки деталей; определяются состав и содержание основных требований к организации процесса производства и труда исходя из намеченного уровня автоматизации.
На стадии структурного проектирования определяются состав и взаимосвязи основных компонентов производственного процесса. На стадии организационно-экономического проектирования объединяются технические и организационные решения, намечаются пути реализации принципов коллективного подряда и самоуправления в автономных бригадах.
Еще одним направлением развития форм организации производства является переход на сборку сложных агрегатов стендовым методом , отказ от конвейерной сборки за счет организации мини-потока. Впервые мини-поток был внедрен шведской автомобильной фирмой «Вольво». Весь процесс сборки разделен на несколько крупных этапов. На каждом этапе действуют рабочие группы по 15-25 сборщиков. Бригада располагается вдоль внешних стен четырех- или пятиугольника, внутри которого расположены кассы с необходимыми на данном этапе сборки деталями. Машины собираются на самодвижущихся платформах, передвигаясь по укрупненным операциям в пределах заданного этапа. Каждый рабочий полностью завершает свою операцию. Принцип потока при такой системе сборки полностью сохраняется, так как общее число одинаковых параллельно работающих стендов такое, что выдерживается средний заданный такт потока. За движением платформ с собираемыми машинами с одного этапа сборки на другой следит диспетчерская служба с помощью четырех ЭВМ.
Другим решением является сохранение конвейерной системы с включением в нее и подготовительных операций. В таком случае сборщики по собственному усмотрению работают то на основных, то на подготовительных операциях. Указанные подходы в развитии поточной формы организации производства не только обеспечивают рост производительности труда и повышение качества, но и дают сборщикам чувство удовлетворения от работы, исключают монотонность труда.